






| 結(jié)合劑 | 金屬 |
|---|---|
| 粒度 | 36-1200# |
| 產(chǎn)地 | 河南鄭州 |
| 長度 | L80/70 |
| 品牌 | 科美 |
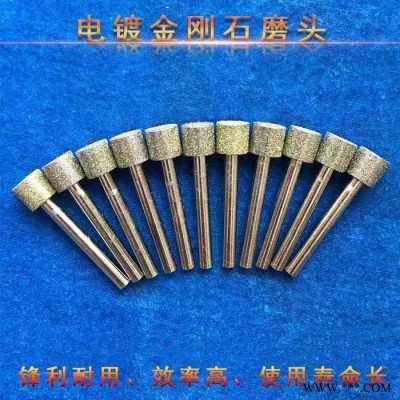
科美 【電鍍圓柱磨頭】 磨頭生產(chǎn)廠家 細(xì)粒度金屬磨頭 打磨拋光磨頭 細(xì)粒度電鍍基體13283803553
磨削各種牌號的高速鋼時(shí),磨料必須具備:
(1)硬度必須高于被磨削高速鋼中占比例較大的碳化物的硬度。
(2)在磨削高溫和劇烈擠壓的過程中,磨料應(yīng)具有一定的強(qiáng)度和韌性。
不同磨料的砂輪在磨削各種新高速鋼時(shí),所得的結(jié)果是不相同的。
可以看出,含釩量1%和2%左右的高速鋼,其可磨性優(yōu)于含釩量3%和4%左右的高釩高速鋼。在相同的磨削條件下,單晶剛玉砂輪磨削性能比錯(cuò)欽剛玉好,這是由于單晶剛玉磨料中等積形多,具有多棱角的切削刃口,因而磨粒切削刃壽命長,且磨削加工時(shí)磨除量大,砂輪磨損少,磨削比高,幾何形狀保持性能好。而錯(cuò)欽剛玉磨料中的等積狀嚼粒所占的比例較少,針片狀磨粒較多,磨削時(shí)磨粒易破碎,切削刃難以保持,砂輪磨損大。立方氨化硼(CBN)磨料在磨削含鑰量為2%的高速鋼時(shí),磨削比比單品剛玉高47倍。尤其是工件材料含凱量在3%及以上時(shí),更顯示出立方氨化硼磨料的優(yōu)越性,其磨削比單晶剛玉高5~30倍,比剛玉高15~40倍。












